Laser Welding Aluminum Foil
Joining Aluminum With Laser

Roll Spot Weld 4mil And 1 5mil Aluminum Foil With Sunstone Cd Welder And Pasp Hand Piece Attachment Youtube

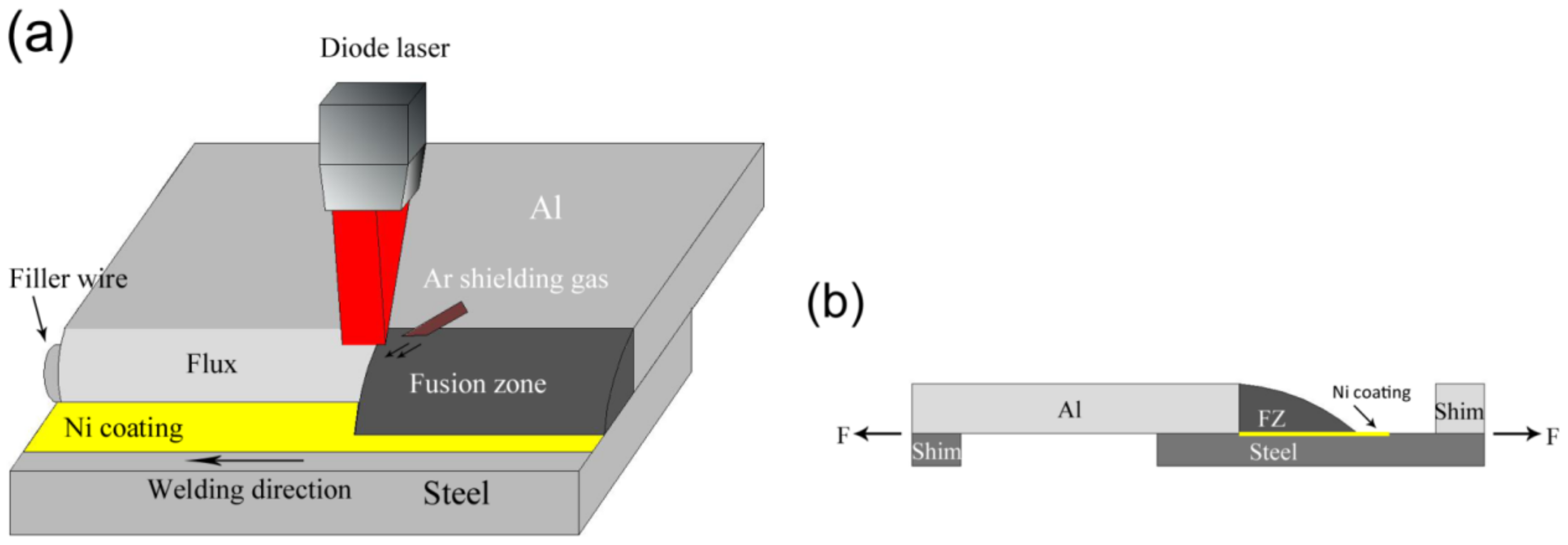
Schematic Diagram Of Laser Welding Process A And Dimensions Of Test Download Scientific Diagram
Diode Lasers For Welding Aluminum 2013 02 04 Assembly Magazine

Laser Welding Large Areas Of Plastic Foils Or Textiles Youtube
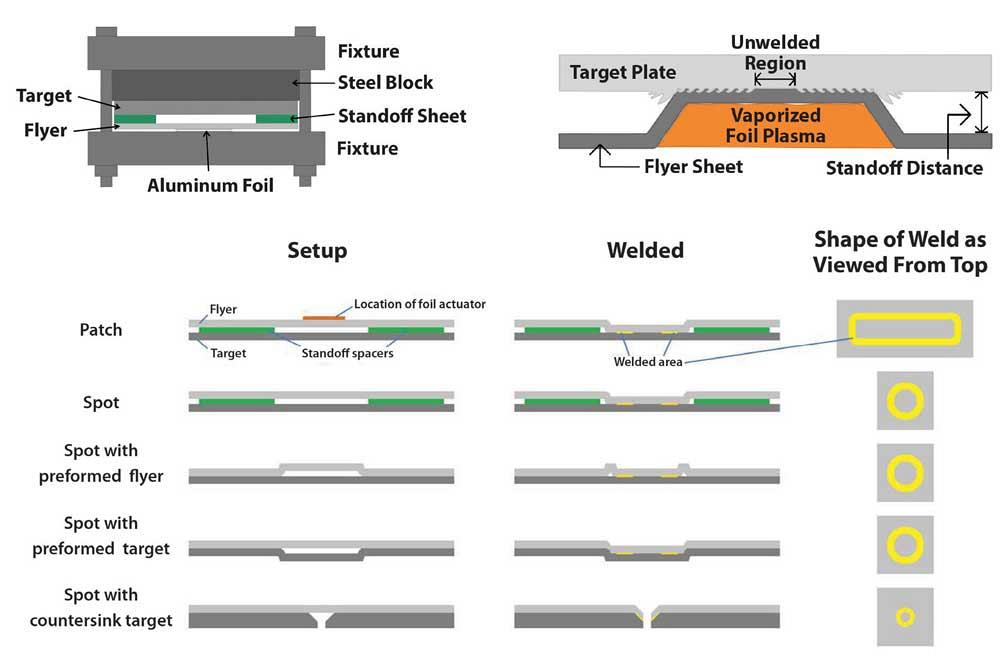
Vaporizing Foil Actuator Welding Joining By Impact
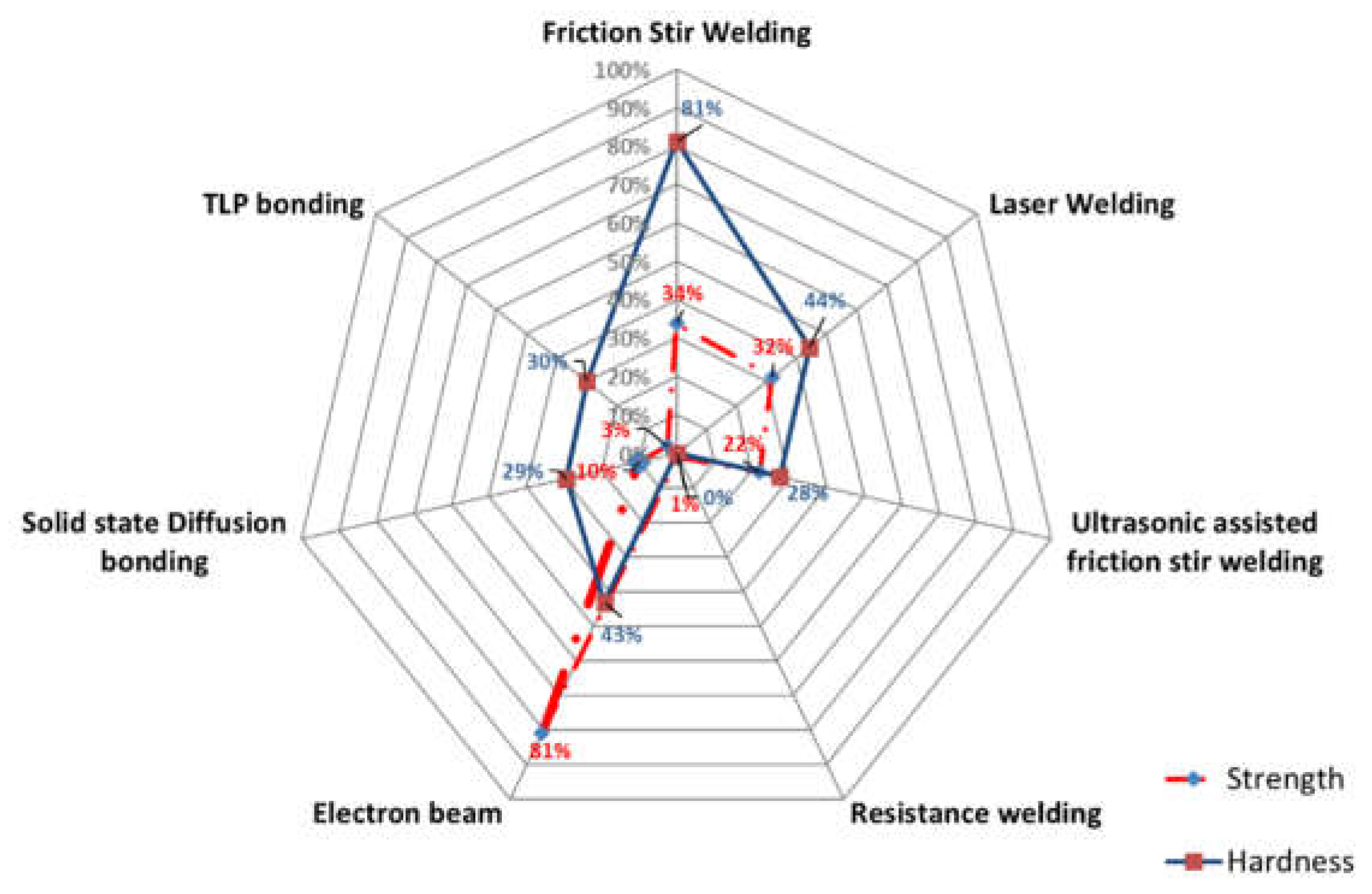
It can be seen that the tension shear loads are very low without aluminum interlayer in both single and dual beam laser welding joints.
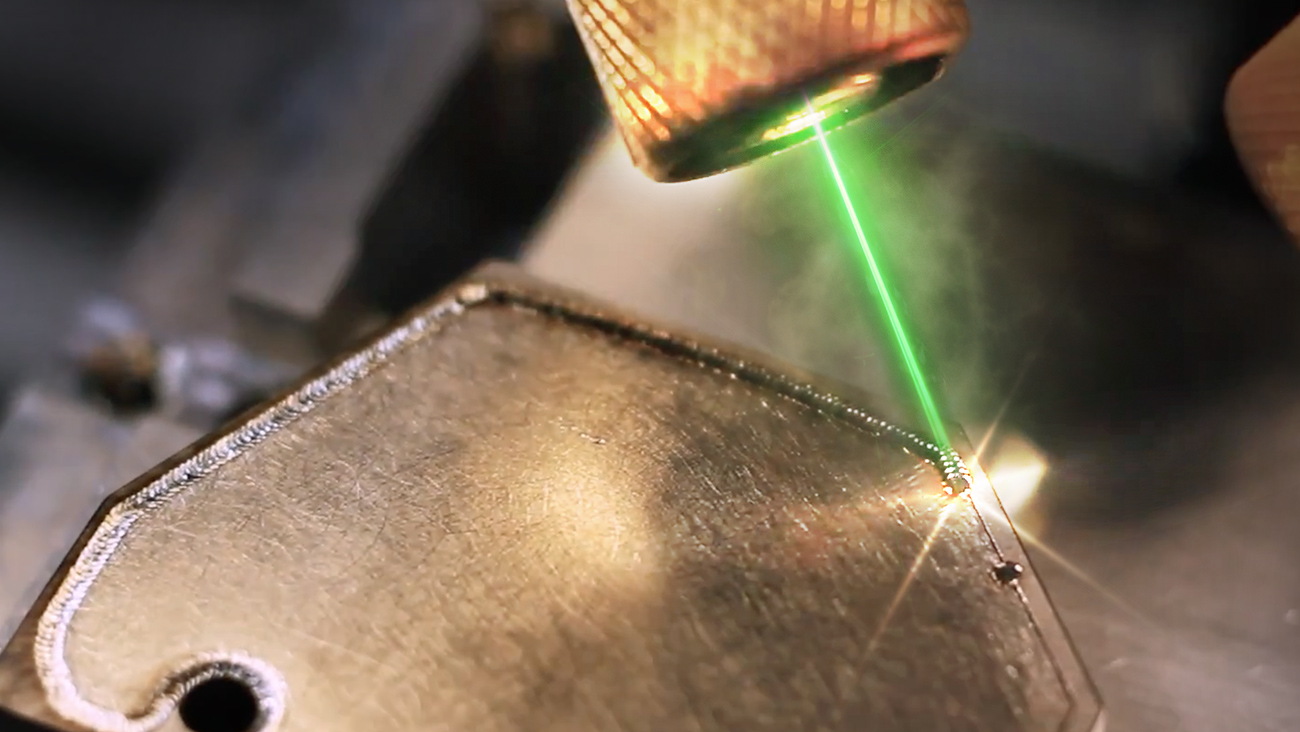
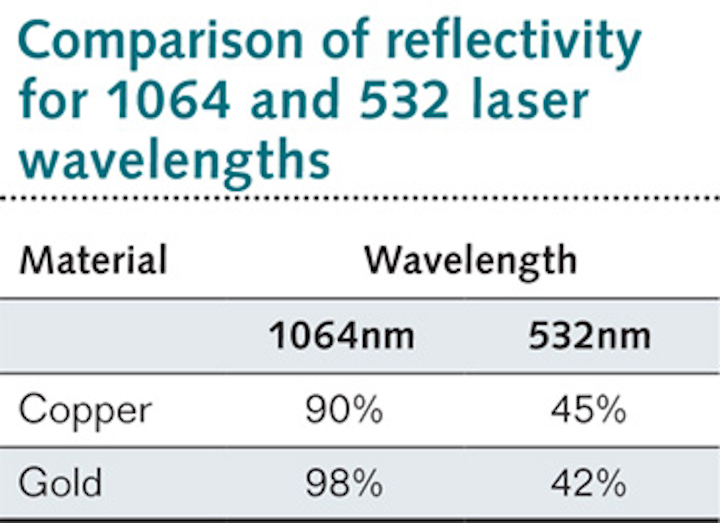
Laser welding aluminum foil. Advances in laser keyhole welding and investigations into its accompanying difficulties are well documented in the literature. In the past aluminum s high reflectivity was a problem for laser welding. Vaporizing foil actuator welding vfaw uses the pressure from an electrically driven explosion to impact weld dissimilar metals at high speed. Here the welding of 100 µm thick aluminum foils in lap joints is investigated.
This cutting process uses single pulse processing and the maximum cutting speed at any given frequency is determined by the combination of spot diameter and pulse repetition frequency in order to avoid pulse to pulse spot separation. Cutting aluminium foil redenergy g4 50w hs h. We are experts north of boston massachusetts in the field of welding steel and aluminum together and other dissimilar metals or hybrids and alloys. There are several different types of lasers that work well with aluminum and often the use of a cover gas is prudent.
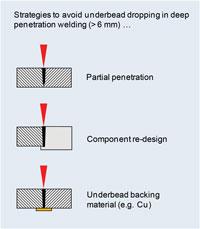
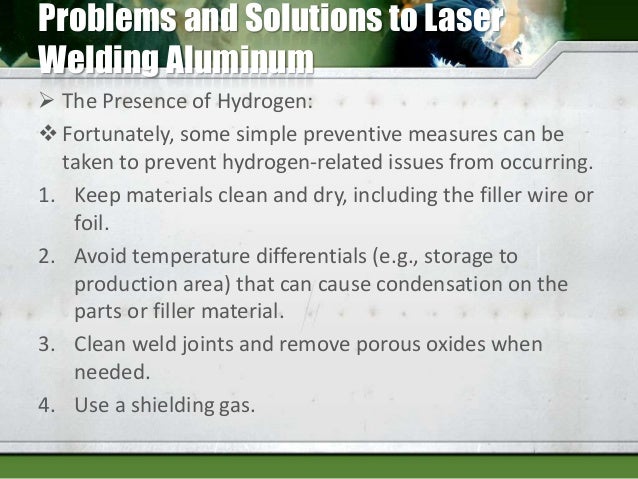
Welded medical devices surgical tools dental plastics. High brilliance lasers allow fast low heat deep penetration laser welding to produce narrow seams even in metal foils. Laser beam welding can be used with crack sensitive materials such as the 6000 series of aluminum alloys when combined with an appropriate filler material such as 4032 or 4047 aluminum. However with the evolution of high power good beam quality carbon dioxide co 2 lasers and the advent of high power high brightness solid state fiber delivered lasers coupling the energy into aluminum is no longer an issue.
Laser conduction welding lcw 10 6 w cm 2 is comparatively stable and may offer an alternative means of welding traditionally difficult materials such as aluminum alloys. This all happens within millionths of a second with impact speeds about. It does this by changing a thin metal foil from a solid to a gas and using the pressure to push one base metal over a short controlled distance toward another base metal. Gaps of 80 of the foil thickness were bridged.
The relationship between aluminum interlayer thickness and tensile shear load per unit length is shown in figure 5 for single and dual beam laser welding joints.

Welding Of Laminated Cu Foil And Al Foil Wulink Intelligent Equipment Shanghai Limited Aviothe General Agent China Advanced Micro Bonding And Laser Micromachining Process Planning

Building Batteries Welding Productivity
Perfecting Laser Welded Hermetic Seals

High Surface Quality Welding Of Aluminum Using Adjustable Ring Mode Fiber Laser Sciencedirect
Applied Sciences Free Full Text Diode Laser Welding Brazing Of Aluminum Alloy To Steel Using A Nickel Coating Html

How To Weld Aluminum Foil Tig Time Youtube

Laser Joining Of Aluminum Poised To Grow As Cars Lose Weight Industrial Laser Solutions
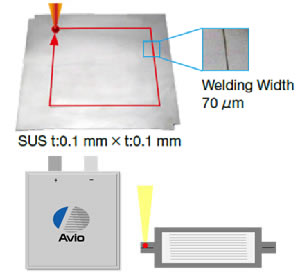
Fiber Laser Welder Lw F300 News Release Nippon Avionics Co Ltd

Influence Of Laser Offset On Laser Welding Brazing Of Al Brass Dissimilar Alloys Sciencedirect

Interconnection Of Busbar Free Back Contacted Solar Cells By Laser Welding Schulte Huxel 2015 Progress In Photovoltaics Research And Applications Wiley Online Library

9 Schematic Of The Interconnection Of Bjbc Solar Cells With One Busbar Download Scientific Diagram

Laser Welding Of Ti6al4v Assisted With Nanostructured Ni Al Reactive Multilayer Films Sciencedirect

Welding And Joining Of Magnesium Alloys To Aluminum Alloys Sciencedirect

Laser Impact Welding Of Aluminum To Brass Sciencedirect
The Difference Between High Power 500 Watt Continuous Fiber Laser Welding Machine And Transmission Fiber Welding Machine Super Rice Laser

Sanrico Low Temp Welding Rod Welding Rods Welding Welding Aluminum
Laser Beam Welding And Cutting Of Aluminum

Fully Automatic Rolling And Laser Welding System For Fabricating Tubes Schebler Specialty Fab

Laser Welding Finned Tube
A Review On Laser Beam Welding Of Titanium Alloys Request Pdf

Pdf Ultrasonic And Laser Welding Technologies On Al Cu Dissimilar Materials For The Lithium Ion Battery Cell Or Module Manufacturing Semantic Scholar

Welcome To Trumpf S Design For Laser Welding Seminar Hosted By Dave Locke David Havrilla Pdf Free Download

How To Tig Weld Aluminum 6061 Com Fabrication Video Series 6061 Tig Button Tigbutton Youtube Tips Tricks Welding Welding Welding Projects Welding Aluminum

Spin Friction Welding Coldwater Machine Company

Laser Keyhole Micro Welding Of Aluminum Foils To Lap Joints Even With Large Gap Sizes Sciencedirect

Dz2xows8jbusnm

Laser Micro Welding Of Aluminum And Copper With And Without Tin Foil Alloy Request Pdf

Laser Welding Machine Morn Laser
Pdf Research And Progress In Laser Welding Of Wrought Aluminum Alloys I Laser Welding Processes

Pdf Dissimilar Metals Laser Welding Between Dp1000 Steel And Aluminum Alloy 1050
Pdf Effect Of Beam Wobbling On Laser Welding Of Aluminum And Magnesium Alloy With Nickel Interlayer

Laser Brazing An Overview Sciencedirect Topics
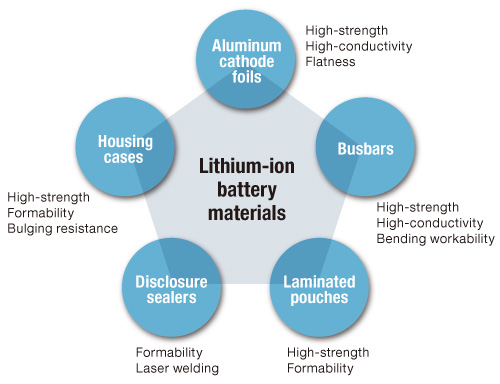
Lithium Ion Battery Materials Aluminum Automobile Technology
Jmmp Free Full Text Current Trends In Dissimilar Diffusion Bonding Of Titanium Alloys To Stainless Steels Aluminium And Magnesium Html

Welding Aluminum Foil Youtube

Aluminum Welding Moldmaking Technology
Pdf Review On Experimental Study Of Nd Yag Laser Beam Welding With A Focus On Aluminium Metal Matrix Composites

Fr 200b Seal 8mm Baterpak Plastic Film Welder Aluminum Foil Bag Kraft Paper Bag Heating Impulse Sealing Machine Iron Body Iron Body Plastic Film Aluminum Foil

Laser Welding Advances Fuel New Applications

Type C Cable Laser Stripping Machien Aluminum Foil Wire Stripping Machine

95 Modern Welding Art Ideas Stock Removal In 2020 Welding Projects Underwater Welding Welding And Fabrication
Photonics Applied Materials Processing Microwelding Demands New Laser Tools Laser Focus World

J Mater Sci Technol
.jpg)
